Трубы обсадные: производство, применение и установка стальных и пластиковых изделий, ассортимент
Опубликовано: 03.09.2018
 Обсадные трубы – что это такое знают все специалисты по трубопроводам и бурению скважин. И в данной статье мы прикоснемся к этому знанию, разобравшись в разновидностях таких труб, способах монтажа трубопроводов из подобных изделий и прочих нюансах, связанных с производством и применением данной продукции.
Обсадные трубы – что это такое знают все специалисты по трубопроводам и бурению скважин. И в данной статье мы прикоснемся к этому знанию, разобравшись в разновидностях таких труб, способах монтажа трубопроводов из подобных изделий и прочих нюансах, связанных с производством и применением данной продукции.
Что такое труба обсадная? Если вы ищите ответ на этот вопрос, то мы готовы удовлетворить ваше любопытство: таким термином обозначают особый вид трубного проката, используемый в процессе бурения скважины для укрепления ее стенки. Проще говоря, обсадная труба – это армирующий кожух системы, выкачивающей из скважины воду, нефть или газ.
А теперь, разобравшись с терминологией, перейдем к требованиям, предъявляемым к таким изделиям. Этот этап не отнимет много времени, ведь в списке требований ест всего три пункта: прочность, габариты, скорость монтажа.
И такие требования, повлиявшие на процесс изготовления труб, объясняются следующими причинами:
Ну, а теперь самое время изучить особенности производства обсадных труб. Ведь они определяют и характеристики, и ассортимент изделий трубных заводов.
↑Обсадные трубы производят из разных конструкционных материалов.
Однако потребителю, чаще всего, попадаются всего две разновидности подобных изделий:
Металлические трубы Пластиковые трубы Трубы из металла делают из классической пары конструкционных материала данной группы – стали и чугуна. И производство обсадных труб, в данном случае, основано на двух технологиях: сварной и прокатной. По сварной технологии из листовой заготовки (штрипса) производятся только обсадные стальные трубы. Данный технологический процесс предполагает выпуск изделий диаметром от 114 до 508 миллиметров в форме мерных отрезков длиной от 9,5 до 13 метров.
Трубы из металла делают из классической пары конструкционных материала данной группы – стали и чугуна. И производство обсадных труб, в данном случае, основано на двух технологиях: сварной и прокатной. По сварной технологии из листовой заготовки (штрипса) производятся только обсадные стальные трубы. Данный технологический процесс предполагает выпуск изделий диаметром от 114 до 508 миллиметров в форме мерных отрезков длиной от 9,5 до 13 метров.
Методом проката изготавливают оба варианта металлических изделий. Причем труба обсадная стальная или чугунная, в этом случае, изготавливается из заготовки гильзовой формы методом горячей или холодной деформации.
Стальные изделия имеют диаметр от 114 до 508 миллиметров, а чугунные – от 127 до 194 миллиметров.
Для стальных и чугунных изделий характерна высокая прочность, поэтому такие трубы используются в промышленных скважинах на нефтяных и газовых промыслах, где глубина бурения достигает отметки в несколько сотен метров.
Обсадные трубы из пластика изготавливаются из полиэтилена – очень пластичного материала с высокой прочностью (при достаточной толщине стенки). Технология производства пластиковых труб основана на термопластичной экструзии – выдавливании перегретого сырья из особого аппарата сквозь образующий профиль.
Полиэтиленовые обсадные трубы не такие прочные, как стальные или чугунные аналоги. Однако срок службы таких труб измеряется десятилетиями, а их малый вес (удельная масса пластика равна всего 900 кг/м3) позволяет задействовать такие изделия в процессе ручного монтажа каркаса неглубокой скважины. В итоге, лучшей сферой применения пластмассовых труб обсадного типа являются бытовые скважины для индивидуальных водопроводов.
Полиэтиленовые обсадные трубы
↑Ассортимент обсадных труб определяется особым нормативным документом — ГОСТ 632-80.
Согласно этому документу, основу классификации обсадных труб составляет способ стыковки элементов трубопровода.
Основной документ, определяющий сортамент и габариты такого изделия, как труба обсадная – гост 632-80 – делит ассортимент подобной продукции на следующие разновидности.
Изделия с короткой резьбой треугольного профиля
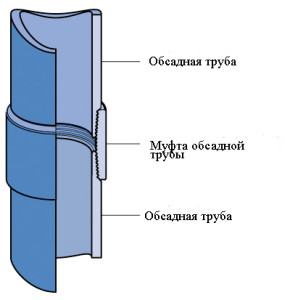
В эту категорию попадают изделия диаметром от 114 до 508 миллиметров и толщиной стенки в 5-16 миллиметров. Для соединения труб используется особая муфта, диаметр которой соответствует диаметру трубы. Резьба на таких трубах либо нарезается, либо накатывается на конус.
Коммуникации с длинной резьбой треугольного профиля
В этот ряд попадают изделия диаметром от 114 до 245 миллиметров и толщиной стенки в 6-15 миллиметров. Такие коммуникации стыкуются на муфту соответствующего диаметра. Резьба на них накатана или нарезана по торцам. Торец изделия имеет коническую форму.
Изделия с резьбой трапецеидального профиля
К этой категории причисляют трубы диаметром от 114 до 340 миллиметров. Толщина стенок у таких изделий изменяется с 6 до 15 миллиметров. Стыки труб фиксируются резьбовым соединением на муфту. Резьбовое соединение имеет коническую форму.

Изделия под соединение с высокой герметичностью стыков
Такие трубы используют в условиях повышенной влажности почвы. Диаметр таких изделий колеблется между 114 и 273 миллиметрами. Стыки фиксируются на муфту, причем внутренний диаметр муфты может быть меньше внутреннего диаметра трубы, поскольку труба ввинчивается в муфту до упора.
Стыки соединяемых труб, в данном случае, не соприкасаются. Резьба накатывается или нарезается на конической площадке у торца изделия.
Изделия под соединение в раструб
Раструбные соединения позволяют обойтись без муфт, однако габариты таких изделий очень умеренны. Например, диаметр может уместиться между 114 и 194 миллиметрами. Причем диаметр утолщения на раструбе ограничен, соответственно, 136 и 206 миллиметрами. Впрочем, все разновидности из ассортимента продукции, регламентированной гост 632-80, монтируют по одним и тем же правилам.
↑Технология монтажа труб раструбного типа зависит от вида конструкционного материала, использованного в процессе изготовления трубы. Проще говоря, металлические изделия соединяются одним способом, а пластиковые конструкции – другим. Рассмотрим обе технологии.
↑Установка трубы в шахту скважины осуществляется после извлечения бура.
 Сам процесс монтажа труб в скважину выглядит следующим образом:
Сам процесс монтажа труб в скважину выглядит следующим образом:
Причем звенья обсадной трубы могут стыковаться не только на муфту, но и на сварное соединение. Хотя с учетом желаемой скорости монтажа резьбовое соединение стыков будет предпочтительнее.
Однако, если для стыковки отрезков используется сварка, то порядок монтажа будет немного иным.
Девятиметровую трубу нарезают на участки по 2-3 метра, маркируя место стыка мелом или насечкой на поверхности трубы. На первый отрезок наваривают фрезер и опускают эту конструкцию в скважину. У края скважины трубы стыкуются по метке, центрируются специальным калибром и завариваются по кругу. Увеличенный трубопровод проседает в грунт и на следующем стыке вся операция повторяется заново.
В финале – после проседания трубы до дна шахты – необходимо заполнить пустоты между внешней стенкой обсадного трубопровода и стенками шахты. В большинстве случаев для этих целей используется бетон, который не только укрепляет всю конструкции, но и защищает стальную трубу от коррозии. Внутреннюю антикоррозийную защиту трубы реализуют с помощью специальной краски, наносимой на изделие в процессе производства. Защиту резьбовых стыков выполняют путем оцинкования резьбового сгона по краям трубы.
↑Применение труб обсадных из пластика вынуждает прибегнуть к иной технологии монтажа. Ведь на этих изделиях попросту нет резьбовых соединений. Поэтому они стыкуются либо на клееную муфту, либо на раструб. Клееная муфта стыкуется с трубой после нанесения клеящего раствора на внешнюю поверхности трубы и внутреннюю поверхность муфты.
этих изделиях попросту нет резьбовых соединений. Поэтому они стыкуются либо на клееную муфту, либо на раструб. Клееная муфта стыкуется с трубой после нанесения клеящего раствора на внешнюю поверхности трубы и внутреннюю поверхность муфты.
Только это способ монтажа не очень корректен в условиях постоянно прирастающей продольной нагрузки. Поэтому монтаж на сварную муфту будет предпочтительнее.
Сварка двух пластиковых изделий предполагает использование особого нагревателя, расплавляющего внутреннюю часть муфты и внешнюю часть трубы. Далее изделие запрессовывается в муфту, стык остывает, молекулы расплавленных слоев образуют одну полимерную цепочку, а мы получаем прочное и герметичное соединение. Монтаж в раструб, характерный не только для пластика, но и для металла, предполагает простую стыковку, путем инсталляции гладкого торца трубы в раструбное утолщение на торце принимающего изделия.
Герметичность стыка, в данном случае, обеспечивает особый бандаж из стекловолокна, наносимый на поверхность трубы. Причем процесс обработки стыка начинается с очистки и смазки места соединения эпоксидным герметиком. Далее, вокруг трубы оборачивают несколько витков ленты из стекловолокна, затем повторение пропитки и следующий этап обмотки. Такая операция может повториться многократно.
В финале монтажа полимерной трубы ее фиксируют в скважине с помощью бетонной стяжки, заливаемой в промежуток между внешней поверхностью обсадного трубопровода и стенкой шахты.