Производители пресс-форм и система предохранения при смыкании
Опубликовано: 15.10.2018
Производители пресс-форм
Случается, что не всегда пластмассовые изделия легко извлекаются из прессформы после ее раскрытия. Если при следующем цикле пресс-форма будет смыкаться с большим усилием, может произойти ее поломка. Для обеспечения максимальной защиты формы для литья важно снизить тянущее усилие на конечном этапе смыкания полуформ. С этой целью некоторые производители пресс-форм используют для плит опоры с роликовыми или шариковыми подшипниками (рис. 5.43), перекатывающимися по упрочненным направляющим (путям). Это очень эффективно, однако из-за высоких контактных напряжений между роликом и направляющей поверхностью при неправильной конструкции узла на ней могут образоваваться выбоины. Кроме того, определенные проблемы могут возникать от капель и потеков полимерного материала, которые могут оказаться на рабочей поверхности. Другим способом снижения трения на поверхности направляющей является подача сжатого воздуха в опоры скольжения плиты так, чтобы они работали как воздушные подшипники. Это существенно снижает напряжения на поверхности, но может вызвать попадание масляной пыли в пресс-форму.

производители пресс-форм
Рис. 5.43. Опоры скольжения подвижной плиты с роликами (производители пресс-форм Россия)
Регулировка хода смыкания
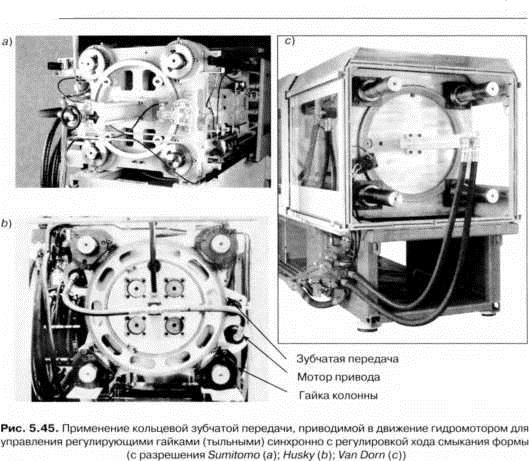
Во многих гидравлических узлах смыкания для регулировки значительных изменений хода смыкания используются пространственные блоки (рис. 5.44). В механических и некоторых гидромеханических узлах смыкания для регулировки хода смыкания используются гайки на резьбовых кодах направляющих колонн. Вращение гаек заставляет смещаться вперед или назад заднюю плиту. Для одновременного вращения таких гаек используют либо центральную кольцевую зубчатую передачу (рис. 5.45), либо цепи со зведочками у каждой гайки (колонны) (рис. 5.46). Для систем с цепным приводом угол охвата звездочки цепью должет быть не менее 90°, что предотвращает соскакивание цепи с зубьев иод нагрузкой. В любом случае при проведении регулировки важно нанести «временные отметки» на заднюю плиту и гайки с тем, чтобы в случае демонтажа гаек по любой причине можно было восстановить соответствующее положение зубьев звездочки. Это обеспечит одновременное по четырем колоннам движение подвижной плиты и сбалансированность нагрузки на элементы узла смыкания. Такие «временные отметки» обычно наносятся производителем оборудования после завершения регулировки и балансировки узла смыкания. Для вращения гаек обычно используются либо электрические, либо гидравлические приводы.
Расположение основного корпуса Втулка Неподвижная плита
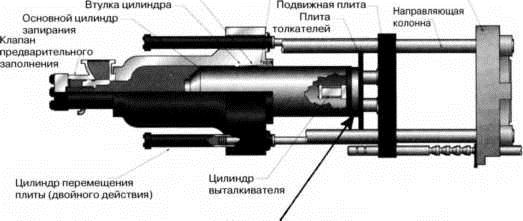
Место расположения блока пространственной регулировки
Рис. 5.44. Гидравлический узел смыкания с возможностью установки блока пространственной регулировки положения формы с небольшим ходом закрытия. Для больших форм блок снимается (производители прессформ Van Dorn)